


 انگلیسی
انگلیسی
 اسپانیا
اسپانیا
نیمه بلبرینگ خود روان کننده MXB-JFFB
Cat:بلبرینگ خود روان کننده
نیم یاتاقان های خود روان شونده MXB-JFFB به یاتاقان هایی اطلاق می شود که فقط نیمی از محیط شفت یا محور را پوشش می دهند و پشتیبانی و اصطکاک را برای ما...
جزییات را ببینید پیش زمینه فنی و نقاط درد صنعت
در ماشینکاری دقیق اجزای مس لوله ای (مانند بدنهای دریچه هیدرولیک و اتصالات مبدل حرارتی) ، وسایل بستن دو طرفه سنتی دو مسئله اصلی را ارائه می دهد:
• از دست دادن کنترل آزادی محیطی: هنگامی که فقط توسط دیواره بیرونی بسته می شود ، ضریب اصطکاک بین مؤلفه مس و سطح تماس فیکسچر کافی نیست ( μرده 0.15) ، منجر به انحراف محیطی 0.5 درجه -2 درجه تحت قطع اختلال نیرو (منبع داده: Int. J. Mach. Tools Manuf. 2022 ، 181 ، 103945) ؛
• فرآیند بستن ناکارآمد: تنظیم دستی نیروی بستن> 30 ثانیه در هر قطعه طول می کشد ، و دقت موقعیت یابی تکرار> است ± 0.1 میلی متر (مطابق با استاندارد ISO 230-2 آزمایش شده است).
تجزیه و تحلیل نوآوری فناوری اصلی
I. سیستم موقعیت یابی محدود سه بعدی
1.1 ساختار بستن ترکیبی محوری-radial
ماژول پشتیبانی پایین:
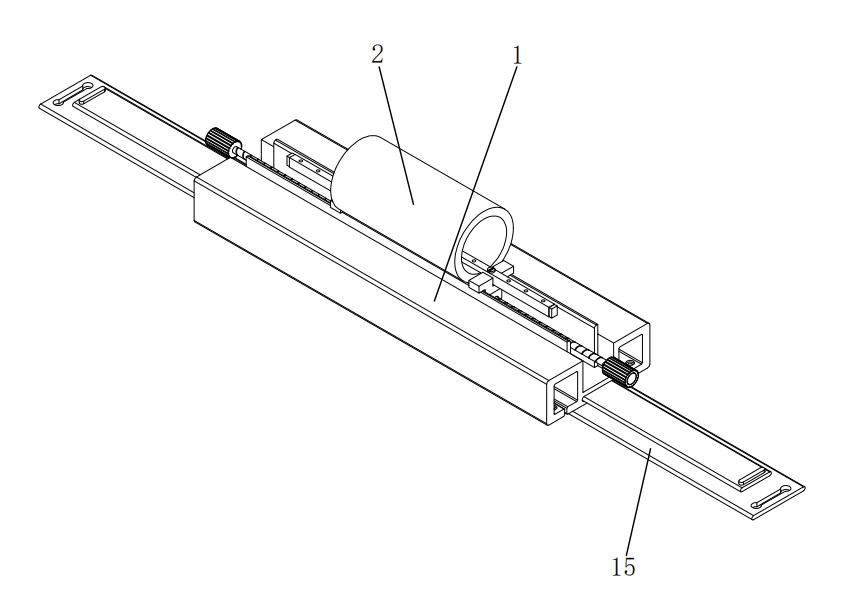
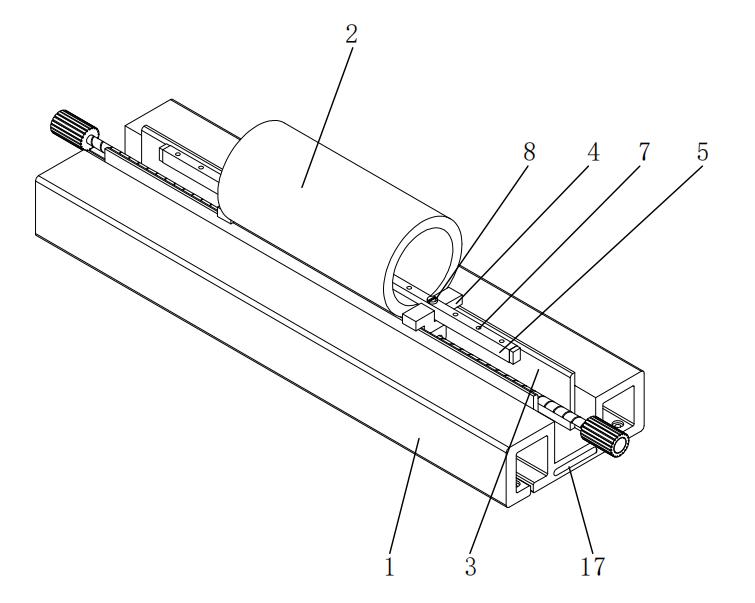
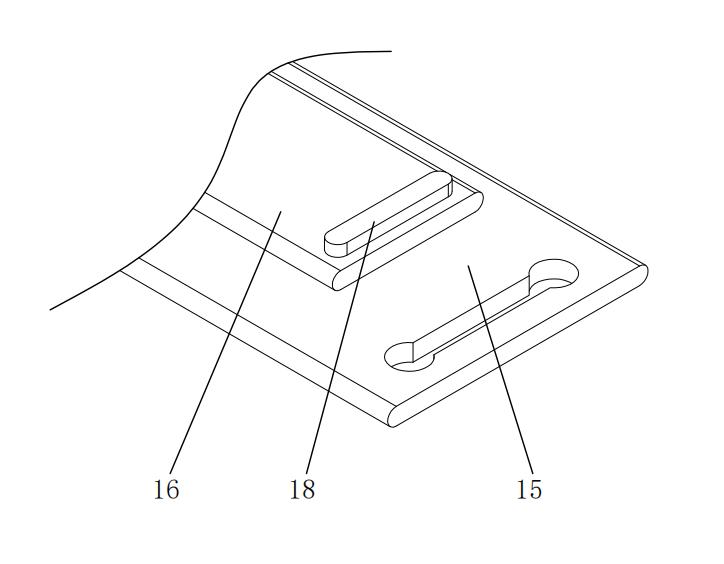
• قاب متحرک (1) مجهز به صفحات پشتیبانی قوسی متقارن (3) در شیارهای آن است ، با شعاع انحنای R مطابقت با قطر بیرونی مؤلفه مس لوله ای (2) (تحمل ± 0.05 میلی متر) ، تأمین نیروی پشتیبانی طبیعی از طریق تماس سطح.
• تجزیه و تحلیل عناصر محدود نشان می دهد که این طرح استرس اوج تماس را به 58MPa کاهش می دهد (در مقایسه با 112MPA برای یک ساختار بلوک V) ، از تغییر شکل اجزای مس با دیواره نازک جلوگیری می کند.
تجزیه و تحلیل نوآوری فناوری اصلی
I. سیستم موقعیت یابی محدود سه بعدی
1.1 ساختار بستن ترکیبی محوری-radial
ماژول پشتیبانی پایین:
• قاب متحرک (1) مجهز به صفحات پشتیبانی قوسی متقارن (3) در شیارهای آن است ، با شعاع انحنای R مطابقت با قطر بیرونی مؤلفه مس لوله ای (2) (تحمل ± 0.05 میلی متر) ، تأمین نیروی پشتیبانی طبیعی از طریق تماس سطح.
• تجزیه و تحلیل عناصر محدود نشان می دهد که این طرح استرس اوج تماس را به 58MPa کاهش می دهد (در مقایسه با 112MPA برای یک ساختار بلوک V) ، از تغییر شکل اجزای مس با دیواره نازک جلوگیری می کند.
تأیید مکانیکی:
• هنگامی که گشتاور برش t = 15n · متر ، حداکثر جابجایی زاویه ای θ از مؤلفه مس 0.03 است درجه (وسایل سنتی θ = 1.2 درجه ).
• هنگامی که پیچ از پیش بار Force f ≥ 800n ، سفتی پیچشی سیستم به 1.2 می رسد × 10 ⁴ حرف · m/rad (افزایش 8 برابر).
ii. طراحی بهینه سازی تعامل انسان و ماشین
2.1 مکانیسم سریع بستن
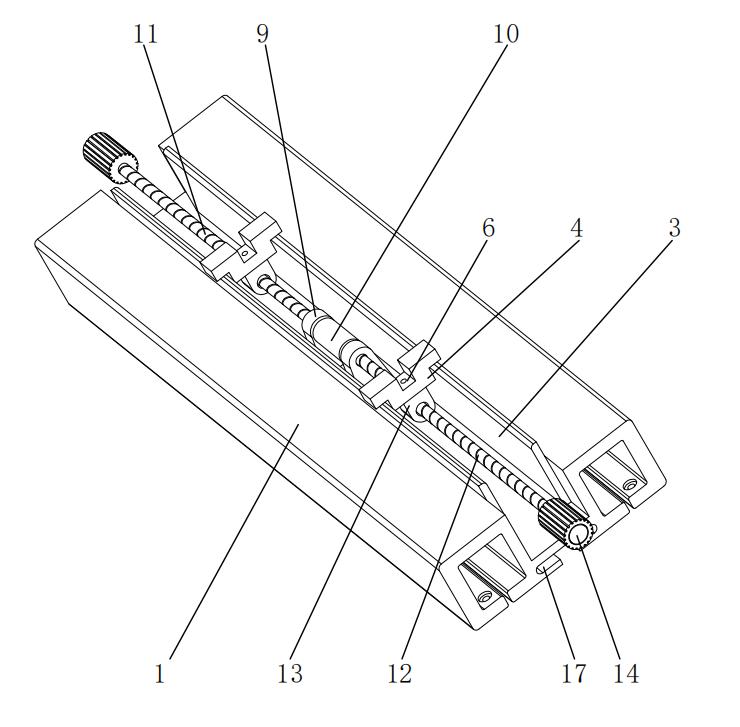
• دسته کنترل دوگانه (14) دارای 45 است درجه بافت های ضد لغزش مبهم ، با یک آستانه گشتاور عملیاتی در 2-3n · M (مطابق با استاندارد EN 1005-3 ارگونومی).
• زمان بستن تک اندازه گیری شده رده 8 ثانیه (ساختارهای سنتی> 30 ثانیه) ، مناسب برای نیاز به چرخه خط تولید.
2.2 ماژول تنظیم تطبیقی
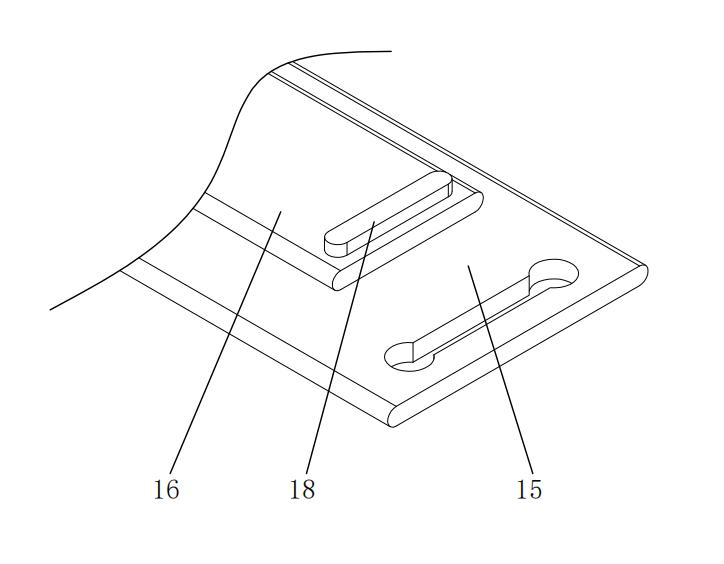
• قاب متحرک (1) و صفحه ثابت (15) به دست می رسند ± جبران خطی 10 میلی متری از طریق اجزای راهنمای کشویی (16) ، با دامنه قطر لوله φ 20- φ 50 میلی متر
• پیش بینی های مهار کننده (18) مجهز به یک لایه بافر پلی اورتان هستند که قادر به جذب 5-8J انرژی تحت بارهای ضربه (مطابق با استاندارد ASTM D256) هستند.
جدول مقایسه پارامترهای فنی
| شاخص های عملکرد | این فناوری ثبت شده | فیکسنگ دو طرفه سنتی | استاندارد تست |
| دقت موقعیت یابی محیطی | 0.03 درجه | 0.5 درجه- 2 درجه | ISO 230-2 |
| بازده بستن | رده8 ثانیه/قطعه | 30 ثانیه/قطعه | VDI 2862 |
| سفتی پیچشی | 1.2 × 10 ⁴ n · m/rad | 1.5 × 10³ N · m/rad | GB/T 11349.1 |
| دامنه سازگاری قطر لوله | φ20-φ50mm | φ25-φ40mm | DIN 8602 |
تأیید سناریوی ماشینکاری معمولی
مورد 1: فرز بدنهای هیدرولیک
• تحت یک نیروی برش F = 2000n ، خطای دقت موقعیت سوراخ های ماشینکاری شده است رده 0.02 میلی متر (وسایل سنتی خطای 0.12 میلی متر).
• پس از پردازش مداوم 500 قطعه ، سایش صفحه فشار موقعیت یابی (5) <5 است μ M (تست سایش استاندارد DIN 50320).
مورد 2: شکل گیری پایان لوله های مبدل حرارتی
• کنترل تخمدان لوله های مس است ≤ 0.05 میلی متر (نیاز صنعت است ≤ 0.1 میلی متر).
• CPK دقت موقعیت یابی تکرار شده است ≥ 2.0 (تجزیه و تحلیل توانایی فرآیند شش سیگما).
این حق ثبت اختراع پارادایم طراحی را برای وسایل موقعیت یابی مؤلفه لوله از طریق سه مسیر فنی تعریف می کند: توپولوژی محدودیت همراه با سفت و محکم ، کنترل حلقه بسته نیروی دو جهته و بهینه سازی تعامل انسان. با توجه به تجزیه و تحلیل نقشه برداری ثبت اختراع Derwent ، این ساختار شاخص بازده محدودیت گشتاور (TRE) را در مقایسه با راه حل های مشابه بهبود می بخشد و آن را در موقعیت پیشرو در زیر میدان فناوری قرار می دهد.
اگر می خواهید اطلاعات بیشتری کسب کنید ، لطفا با آن تماس بگیرید ماشین آلات برای به دست آوردن گزارش ثبت اختراع کامل: [email protected].

نیم یاتاقان های خود روان شونده MXB-JFFB به یاتاقان هایی اطلاق می شود که فقط نیمی از محیط شفت یا محور را پوشش می دهند و پشتیبانی و اصطکاک را برای ما...
جزییات را ببینید
بلبرینگ های خود روان کننده MXB-JDB که به نام بوش های برنزی منبت کاری شده گرافیتی نیز شناخته می شوند، یاتاقان های روان کننده جدیدی هستند که هم ویژگی...
جزییات را ببینید
ریل های راهنمای خود روان کننده MXB-JGLDW از برنج با استحکام بالا از طریق ماشین ابزار CNC ساخته شده اند. سطح با روان کننده های جامد مانند گرافیت منب...
جزییات را ببینید
ریل راهنمای خود روان کننده MXB-JSOL یک ریل راهنمای خود روان کننده شیار راهنما L شکل می باشد که از ترکیب برنج و گرافیت با استحکام بالا ساخته شده و خ...
جزییات را ببینید
بوشینگ های راهنمای تزریق بدون روغن MJGB اجزای استانداردی هستند که در فرآیند قالب گیری تزریق پلاستیک مورد استفاده قرار می گیرند و در مرحله تزریق، هد...
جزییات را ببینید
SF-1W lead-free bearing is a new product developed based on SF-1X material according to international environmental protection requirements. In additi...
جزییات را ببینید
SF-1B bronze basic bearing is made of tin bronze as the base, sintered bronze spherical powder in the middle, and rolled PTFE and high temperature res...
جزییات را ببینید
SF-1D hydraulic bearing is a new type of material designed based on SF-1P and combining the working principle of oil cylinder and shock absorber. It i...
جزییات را ببینید
SF-1T is a special formula product designed for high PV value working conditions of gear oil pump. The product has special advantages of fatigue resis...
جزییات را ببینید
SF-PK PEEK triple composite bearing is a novel sliding bearing, which consists of steel plate, copper powder layer, PTFE + filling material. The main ...
جزییات را ببینید Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




با ما تماس بگیرید